Assembly and functionalization of surfaces by high energy processes (laser, electric arcs, thermal spraying)
Different technical and research resources are available within the Creusot and Sévenans technological platforms. Studies have been carried out on these two sites in order to improve assembly techniques and the functionalization of surfaces using high energy processes (laser, electric arcs, thermal spraying).
Assembly of metallic materials by fusion processes
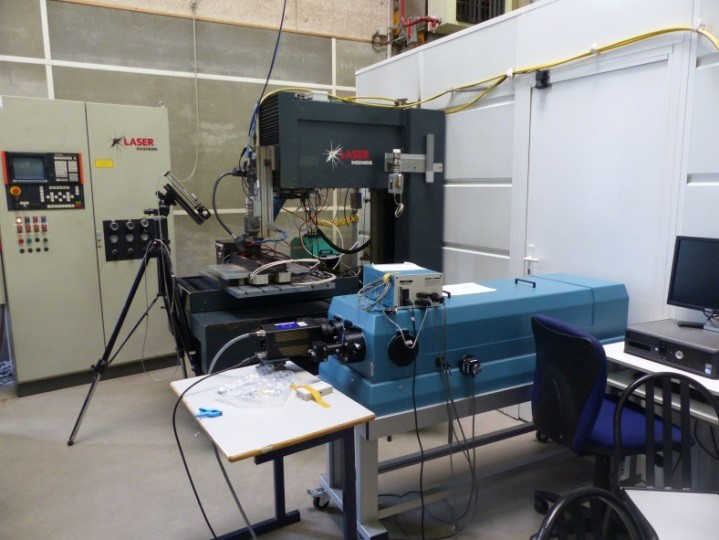
These activities are carried out in the Laser Hall of the FLAIR platform (Le Creusot and Chalon site).
The fusion assembly of metallic materials, whether with conventional tools such as arc welding, or with precision tools, such as laser welding, presents a set of physical phenomena acting in strong synergy and is the subject of numerous studies aimed at understanding and quantifying the phenomena linked to the creation and behavior of welding. The study of problems related to fusion welding uses transverse experimental tools, such as temperature measurements, rapid imaging, image correlation, mechanical tests, metallography and XRD, MEB-EDX, EBSD analysis techniques,…, as well as digital tools allowing to simulate or model the fields of temperatures, stresses, velocities of the liquid, associated with welding.
Our main lines of activity within the framework of the study of assembly of metallic materials are the following:
Jean-Marie JOUVARD
Head
jean-marie.jouvard[at]u-bourgogne.fr
Phone : +33 (0)3 85 42 43 24

- Understanding and mastery of laser assemblies between metallic materials of different nature (copper / stainless steel, aluminum / titanium, stainless steel / titanium, aluminum / magnesium, aluminum / steel etc.), presenting the difficulties linked to metallurgical compatibility, through online characterizations (fast camera) and post-mortem (MEB-EDX, XRD,…).
Contact : Iryna Tomashchuk (Le Creusot)
- Thermomechanical studies of laser, arc or hybrid welding of complex structures (thermocouple instrumentation, deformation measurements by digital image correlation, residual stresses)
Contact : Alexandre Mathieu (Le Creusot)


- Understanding and quantification of welding phenomena via simulation and modeling of welding processes by FEM COMSOL and ABACUS (thermal field and stress field simulations, predictive modeling with multiphysics thermal / convection / diffusion of species coupling, etc.)
Contact : Iryna Tomashchuk (Le Creusot)
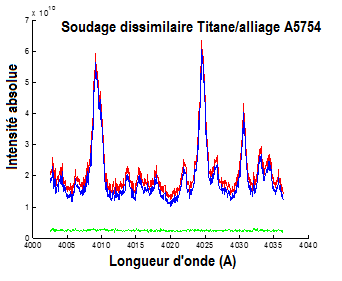
- Spectrometric studies of the vapors / plasma generated during the laser-matter interaction, with a view to understanding the phenomena (ablation process, capillary behavior) and the physical characterization of the vapors (composition, electronic temperature, ionization state)
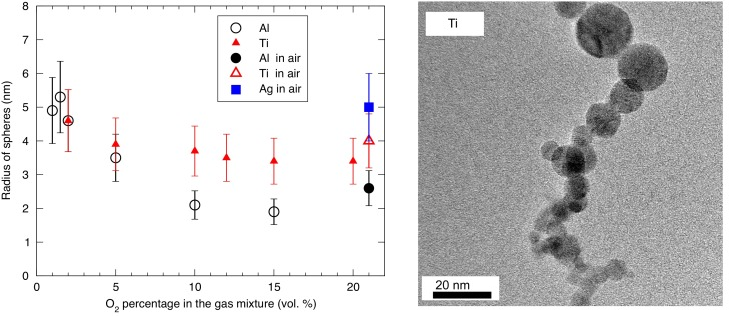
- Functionalization of the surface by laser: study of the reactivity of the surface during laser treatment in air: understanding of the mechanisms of insertion (oxygen / nitrogen) on the surface during a surface treatment by laser, treatment by laser shock in the purpose of protecting surfaces from high temperature oxidation
Contacts : Jean-Marie Jouvard (Chalon) / Luc Lavisse (Dijon)
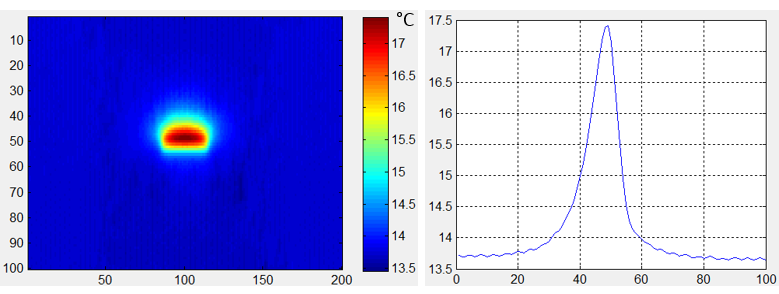
- Development of new CND techniques: analysis by active thermography in order to detect surface defects (analysis of the thermal response of a metallic material following the scanning of a laser source). These activities are carried out in collaboration with the CND platform (IUT Chalon – CNDMS License)
Contact : Jean-Christophe Kneip (Chalon)
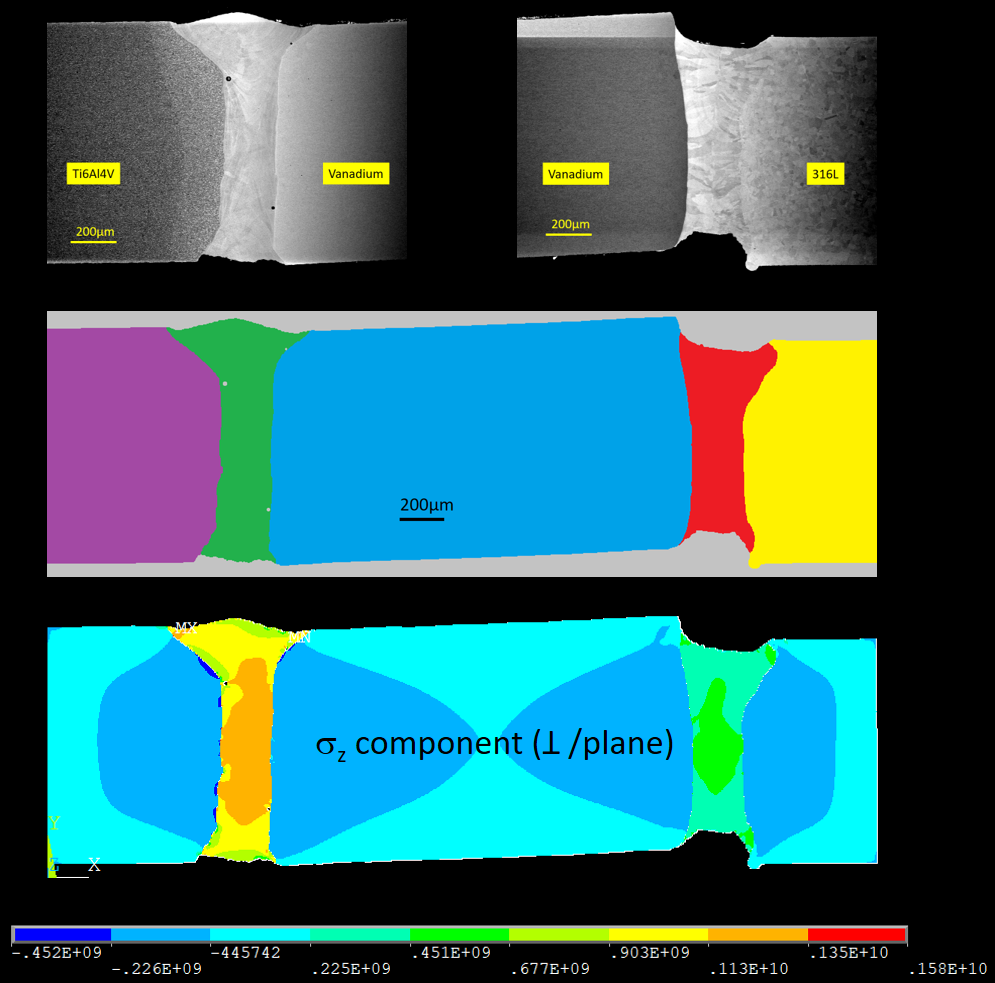
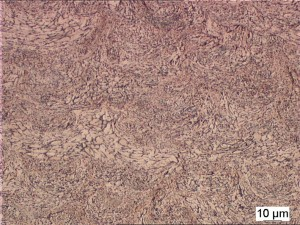
- Calculation on micrographs: an emerging activity at the IUT of Le Creusot.
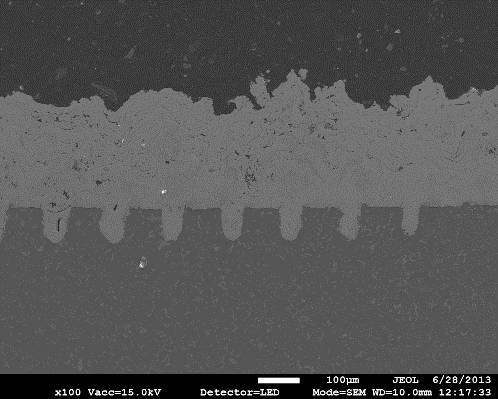
The example opposite relates to the estimation of the stress / strain fields in a laser welded assembly: it is the image of the micrography of the assembly (after treatment) which serves as a mesh (calculations performed by elements finished under ANSYS APDL). It is more particularly a Ti6Al4V / stainless steel assembly (thickness 1 mm) produced via a vanadium insert (blue in the central image). This insert makes it possible to avoid the formation of fragile phases (in particular FeTi and Fe2Ti) generally observed in direct welding. In return, this assembly requires the production of 2 separate weld beads (in green and red on the central image). The micrographs of the 2 individual cords are presented above. The assembly of 5 materials used for the calculations (each color corresponds to a different material) is presented on the central image. Finally the component z (Pa) of the stress tensor (component normal to the cut therefore) illustrates the results obtained by considering the thermal contraction of the materials of the 2 beads during their cooling to room temperature. The results indicate the presence of a stress in tension (+) in the 2 cords, balanced by a stress in compression (-) in the non melted basic materials. Note that the estimated level of constraint remains sensitive to the behavior law considered for the different materials (here bilinear laws). In particular, the consideration of an elastic limit of 1 GPa for TA6V (and for the TA6V / vanadium bead) explains the presence of a stress level as high as 1.2 GPa in the bead in question. The characterization / modeling coupling is therefore essential, in particular for the control of the properties of the materials of the beads (mixtures of materials): measurements by local indentation must be carried out.
Contact : Rodolphe Bolot (Creusot)
Thermal spraying
These activities are carried out within the LERMPS platform (Sevenans site).
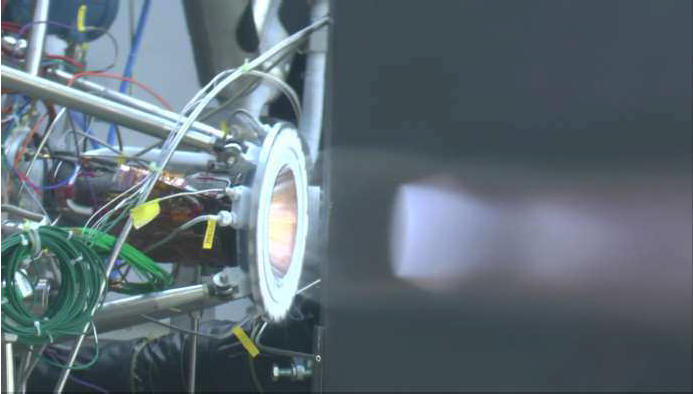
Thermal spraying consists of using an energy source to melt and accelerate a fragmented material (before or after fusion) with the exception of cold spraying based solely on the deformation of the material. The different processes in thermal spraying are defined mainly by the energy source used (combustion, electrical discharge).
The process is conditioned by thermal and / or kinetic transfers between the projected material and the enthalpy source used. Kinetic energy is communicated to the particle by the speed and viscosity of the spraying gas mixture. The construction of the coating results from the stacking of particles on the substrate. The balance between the kinetic and thermal energy of the particles is therefore essential for the quality of the coating.
The main specificities of the team:
Hanlin LIAO
Head
hanlin.liao[at]utbm.fr
PHONE : +33 (0)3 84 58 32 42

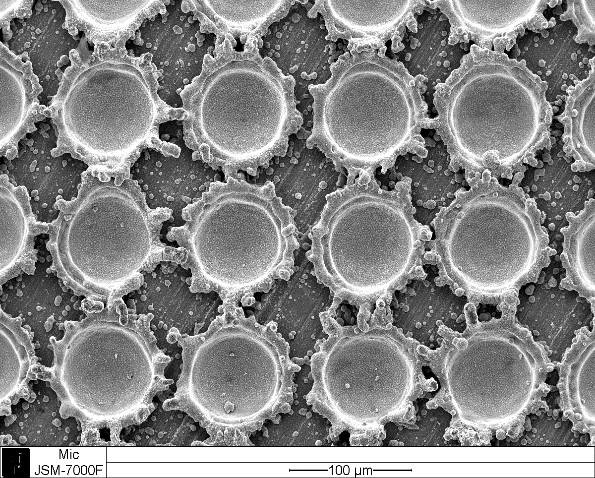
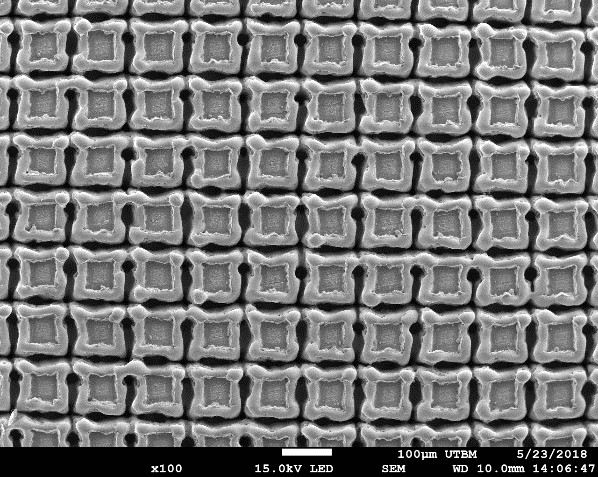
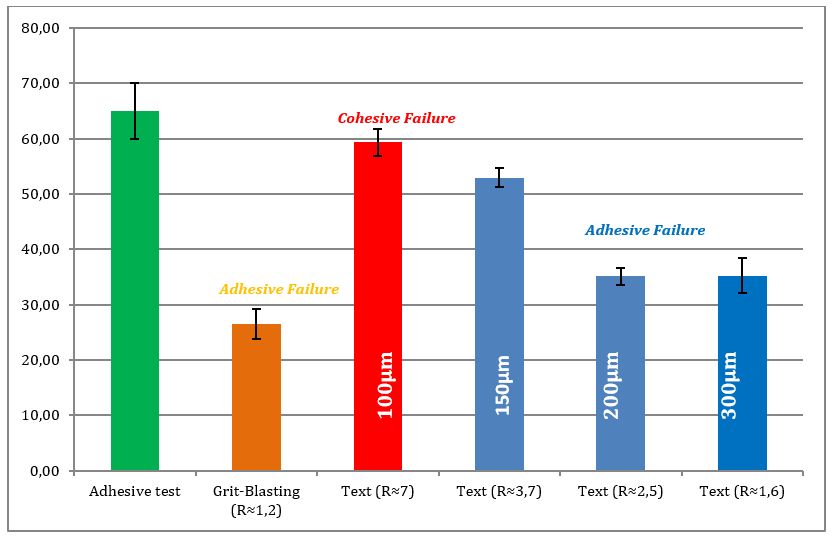
- surface preparation before projection by laser texturing. The application of coatings produced by thermal spraying has many industrial applications. However, some of these applications remain inhibited by characteristics such as the limited adhesion of coatings to substrates, quality, reproducibility, environmental (effluent management) or even industrial cost problems. Indeed, such a process requires several successive unsynchronized phases for obtaining a coating. This is why, in order to remedy these drawbacks, a certain number of techniques related to thermal spraying by association of laser beams have emerged in recent years, in particular in terms of surface preparation, control of thermal fluxes by preheating or cryogenic cooling or simultaneous remelting.
If this association has already demonstrated a strong interest from a technological point of view (by laser ablation of surfaces), the evolution of laser technologies allows today to work even faster and even more efficiently following a new mode of treatment. The development of fiber lasers has made it possible to develop new laser tools that both clean surfaces while controlling their morphology by a texturing phenomenon. The creation of patterns by laser treatment on the surface of a support material (holes, lines, etc.) thus makes it possible to control its geometry and to define a surface condition suitable for the process of implementation of the coating to thereby optimize the coating-substrate adhesion.
Contact : Sophie Costil
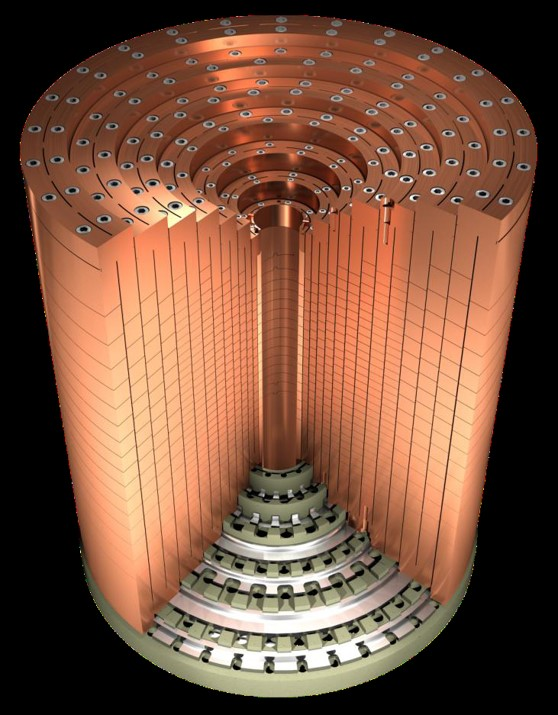
- shaping of metal parts by the VPS and Cold Spray processes.
The general objective of this project is to replace certain manufacturing means deemed too long or too expensive or still unsuitable for certain materials that are difficult to shape. Producing a part as close as possible to the final dimension reduces the amount of material consumed and the final machining time. In order to obtain a part that complies with specifications and whose wall thickness can vary from a few tenths of a millimeter to several centimeters, many studies are necessary and relate in particular to:> the development of projection parameters
> the choice, control and treatment of powders
> the determination of the residual stresses for the respect of dimensional tolerances
> mastery of the development of multilayer structures with simple interfaces or with a gradient in composition
> the development of the elimination of the original support
> the production of deposits on forms of complex geometry. This process can be applied as well to obtain ceramic, metallic or composite parts. The studies undertaken in the laboratory since the early 1990s have mainly focused with the VPS process on the development of the following metallic materials: Inconel 625, Astroloy, Monel K-500, TA6V4, CuAgZr.
Contact : Christophe Verdy


- development of protective coatings. For functional applications on anti-wear, corrosion, temperature surfaces with materials of all kinds (organic, ceramic, metallic), various coatings can then be developed by plasma processes (atmospheric-APS, low pressure-VPS, very low pressure -VLPPS), flame, supersonic flame (HVOF gas, HVOF ethanol), arc-wire, cold and high and low pressure spray.
Depending on the characteristics of the coating sought (nanometric or micrometric structures), the precursor material can be sprayed in solid form (particles, rod) or in solution or suspension (nanoparticles).
Contact : Hanlin Liao
- kc_data:
- a:8:{i:0;s:0:"";s:4:"mode";s:2:"kc";s:3:"css";s:0:"";s:9:"max_width";s:0:"";s:7:"classes";s:0:"";s:9:"thumbnail";s:0:"";s:9:"collapsed";s:0:"";s:9:"optimized";s:0:"";}
- kc_raw_content: